En la presente entrada trataremos de explicar la soldadura semiautomática , también conocida como soldadura de hilo continuo así como el funcionamiento de la máquina.
Soldadura semiautomática
Es la aplicación más común, en la que algunos parámetros previamente ajustados por el soldador, como el voltaje y el amperaje, son regulados de forma automática y constante por el equipo, pero es el operario quien realiza el arrastre de la pistola manualmente. El voltaje, es decir la tensión que ejerce la energía sobre el electrodo y la pieza, resulta determinante en el proceso: a mayor voltaje, mayor es la penetración de la soldadura. Por otro lado, el amperaje (intensidad de la corriente), controla la velocidad de salida del electrodo. Así, con más intensidad crece la velocidad de alimentación del material de aporte, se generan cordones más gruesos y es posible rellenar uniones grandes. Normalmente se trabaja con polaridad inversa, es decir, la pieza al negativo y el alambre al positivo. El voltaje constante mantiene la estabilidad del arco eléctrico, pero es importante que el soldador evite los movimientos bruscos oscilantes y utilice la pistola a una distancia de ± 7 mm sobre la pieza de trabajo.
A los procesos de soldeo con gas se denominan tambien GMAW Si se emplea gas inerte como protección se denomina MIG Si se emplea gas activo como protección se denomina MAG
La soldadura MIG / MAG
A la pistola de la máquina MIG le llega constantemente el hilo y a su vez el gas, que suele ser Argón con dióxido de carbono o Protar. Por lo general se usa Protar (Argón + Co2) para la soldadura en chapas de hierro y acero y el Argón puro para la soldadura en aluminio.
El diámetro del hilo para soldar chapa "de entre 0,8 y 1,5" de automóviles, ronda entre 0,6 y 0,8. Personalmente siempre me ha gustado usar el de 0,6, puesto que es muy aconsejable a la hora de soldar uniones con piezas de chapa nuevas y delgadas. El caudal del gas para este hilo rondaria los 6/8 l/min.
Nociones a tener en cuenta
La soldadura de hilo continuo se basa en la corriente continua para crear un arco eléctrico que va desde el hilo (electrodo) al elemento metálico que vayamos a soldar. Para evitar el contacto con el oxígeno y el nitrógeno en el proceso de la soldadura se utiliza un gas protector, si no fuera por este gas, nos seria prácticamente imposible lograr una soldadura homogénea con este sistema. De ahí que a este tipo de soldadura se le denomine soldadura de hilo continuo bajo gas protector.
Pistola de soldadura Mig - Mag
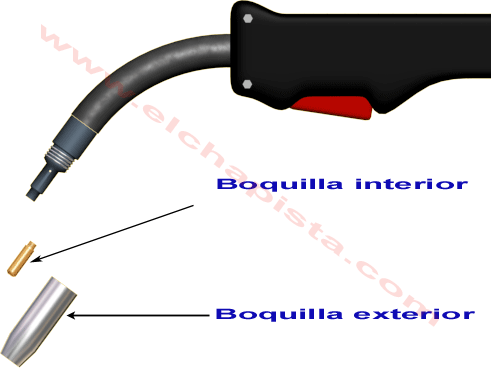
Pistola de soldadura (hilo, boquillas y gas protector)
La pistola del equipo de soldadura, dispone de un pulsador para accionar la salida de hilo por la boquilla interna de la pistola..
Pistola de soldadura Mig - Boquilla exterior e interior
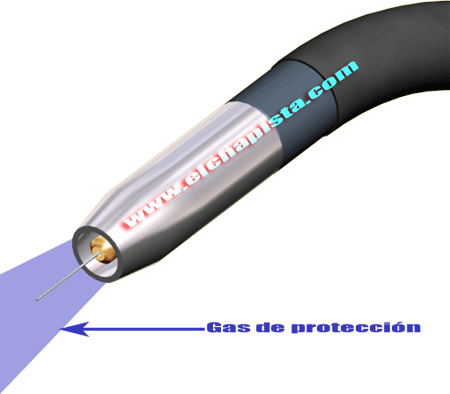
La pistola va provista de una boquilla interior por la cual sale el hilo, y una exterior por la que conduce el gas(habitualmente argón) hacia fuera para crear una atmósfera protegida en el proceso de la soldadura. Ambas boquillas son desmontables para su limpieza o sustitución.
El gas protector sale por la tobera a la vez que el hilo al accionar el pulsador de la pistola
Regularmente es conveniente el cepillado y limpieza tanto de las boquillas como del soporte debido a que las proyecciones de metal fundido se depositan en su interior y puede cortocircuitar las boquillas (se comunican la boquilla exterior con la interior) además puede taponar los diminutos agujeros para la salida del gas protector dificultando el proceso de la soldadura. Existen sprays que evitan la adherencia de proyecciones en el interior de la boquilla durante un breve periodo de tiempo.
El chapista o soldador, debe conocer en parte el interior del equipo de soldadura mig por los siguientes motivos:
Para la sustitución del carrete de hilo.
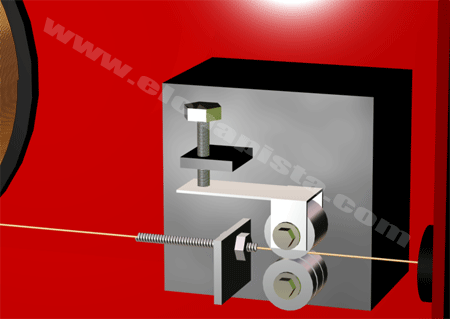
Para la regulación de la presión del rodillo de arrastre.
Por posibles enredos en el hilo debidos a boquillas comunicadas o manguera muy curvada (a la hora de soldar.
O simplemente para su limpieza y soplado con aire comprimido.
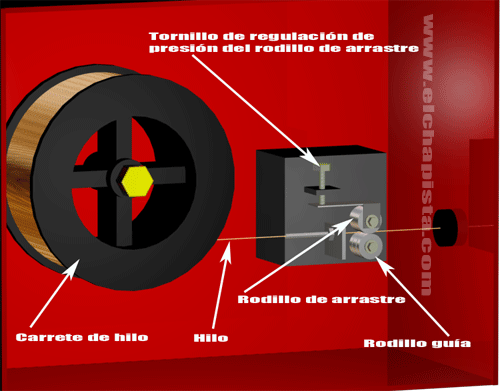
Interior del equipo de soldadura Mig - Mag - Elementos internos a conocer
Funcionamiento - Los elementos a conocer en el interior del equipo de soldadura son:
Carrete de hilo:
Es básicamente el material de aportación, y es una bobina de hilo del mismo material al que vayamos a soldar, si se trata de soldadura en chapas de automóvil, el material del hilo que emplearemos será de acero bañado en cobre.
Rodillo guía y de arrastre - Su funcionamiento:
Un motor eléctrico interno es el encargado de rotar el rodillo guía cuando accionamos el pulsador de la pistola. Dicho rodillo, consta de unas ranuras por las cuales va asentado el hilo. Éste a su vez es presionado por el rodillo de arrastre por lo que el hilo es guiado hacia la manguera de la pistola.
MIG/MAG - Sistema de arrastre del hilo
Panel de control - En el panel de control delantero se encuentran entre otros tres controles a mencionar:
Velocidad del hilo:
Aumentando la velocidad del hilo conseguimos más material de aportación en un mismo periodo de tiempo.
Regulador de tensión:
Al aumentarlo la temperatura de fusión sube con lo que podemos soldar incluso materiales de bastante grosor. Este control se regula en combinación con la velocidad del hilo y viceversa.
Regulador de tiempo:
Nos permite establecer un tiempo de soldadura el cual se para automáticamente.
La posición correcta de la pistola para soldar
El ángulo correcto de la pistola es determinante a la hora de soldar ya que el gas debe proteger la fusión, esta inclinación ronda los 10 grados distanciando la boquilla de la chapa alrededor de un centímetro. (Estos parametros son para soldaduras a tapón mayoritariamente). De esta manera evitamos que muchas de las proyecciones se depositen dentro de la boquilla.
En la presente entrada vamos a tratar de tocar todos los tipos de soldadura que podemos encontrarnos hoy en día , especialmente aquellos que son utilizados en la automoción.
La soldadura es un proceso de unión entre metales por la acción del calor, con o sin aportación de material metálico nuevo, dando continuidad a los elementos unidos. Es necesario suministrar calor hasta que el material de aportación funda y una ambas superficies, o bien lo haga el propio metal de las piezas. Para que el metal de aportación pueda realizar correctamente la soldadura es necesario que «moje» a los metales que se van a unir, lo cual se verificará siempre que las fuerzas de adherencia entre el metal de aportación y las piezas que se van a soldar sean mayores que las fuerzas de cohesión entre los átomos del material añadido. Los efectos de la soldadura resultan determinantes para la utilidad del material soldado. El metal de aportación y las consecuencias derivadas del suministro de calor pueden afectar a las propiedades de la pieza soldada. Deben evitarse porosidades y grietas añadiendo elementos de aleación al metal de aportación, y sujetando firmemente las piezas que se quieren soldar para evitar deformaciones. También puede suceder que la zona afectada por el calor quede dura y quebradiza. Para evitar estos efectos indeseables, a veces se realizan pre calentamientos o tratamientos térmicos posteriores. Por otra parte, el calor de la soldadura causa distorsiones que pueden reducirse al mínimo eligiendo de modo adecuado los elementos de sujeción y estudiando previamente la secuencia de la soldadura.
Soldadura por arco
Estos procesos usan una fuente de alimentación para soldadura para crear y mantener un arco eléctrico entre un electrodo y el material base para derretir los metales en el punto de la soldadura. Pueden usar tanto corriente continua (DC) como alterna (AC), y electrodos consumibles o no consumibles los cuales se encuentran cubiertos por un material llamado revestimiento . A veces, la región de la soldadura es protegida por un cierto tipo de gas inerte o semi inerte, conocido como gas de protección, y el material de relleno a veces es usado también.
Fuentes de Energía para realizar la soldadura por arco:
Para proveer la energía eléctrica necesaria para los procesos de la soldadura de arco, pueden ser usadas un número diferentes de fuentes de alimentación. La clasificación más común son las fuentes de alimentación de corriente constante y las fuentes de alimentación de voltaje constante. En la soldadura de arco, la longitud del arco está directamente relacionada con el voltaje, y la cantidad de entrada de calor está relacionada con la corriente. Las fuentes de alimentación de corriente constante son usadas con más frecuencia para los procesos manuales de soldadura tales como la soldadura de arco de gas tungsteno y soldadura de arco metálico blindado, porque ellas mantienen una corriente constante incluso mientras el voltaje varía. Esto es importante en la soldadura manual, ya que puede ser difícil sostener el electrodo perfectamente estable, y como resultado, la longitud del arco y el voltaje tienden a fluctuar. Las fuentes de alimentación de voltaje constante mantienen el voltaje constante y varían la corriente, y como resultado, son usadas más a menudo para los procesos de soldadura automatizados tales como la soldadura de arco metálico con gas, soldadura por arco de núcleo fundente, y la soldadura de arco sumergido. En estos procesos, la longitud del arco es mantenida constante, puesto que cualquier fluctuación en la distancia entre material base es rápidamente rectificado por un cambio grande en la corriente. Por ejemplo, si el alambre y el material base se acercan demasiado, la corriente aumentará rápidamente, lo que a su vez causa que aumente el calor y la extremidad del alambre se funda, volviéndolo a su distancia de separación original.
El tipo de corriente usado en la soldadura de arco también juega un papel importante. Los electrodos de proceso consumibles como los de la soldadura de arco de metal blindado y la soldadura de arco metálico con gas generalmente usan corriente directa, pero el electrodo puede ser cargado positiva o negativamente. En la soldadura, el ánodo cargado positivamente tendrá una concentración mayor de calor, y como resultado, cambiar la polaridad del electrodo tiene un impacto en las propiedades de la soldadura. Si el electrodo es cargado negativamente, el metal base estará más caliente, incrementando la penetración y la velocidad de la soldadura. Alternativamente, un electrodo positivamente cargado resulta en soldaduras más superficiales. Los procesos de electrodo no consumibles, tales como la soldadura de arco de gas tungsteno, pueden usar cualquier tipo de corriente directa, así como también corriente alterna. Sin embargo, con la corriente directa, debido a que el electrodo solo crea el arco y no proporciona el material de relleno, un electrodo positivamente cargado causa soldaduras superficiales, mientras que un electrodo negativamente cargado hace soldaduras más profundas. La corriente alterna se mueve rápidamente entre estos dos, dando por resultado las soldaduras de mediana penetración. Una desventaja de la CA, el hecho de que el arco debe ser reencendido después de cada paso por cero, se ha tratado con la invención de unidades de energía especiales que producen un patrón cuadrado de onda en vez del patrón normal de la onda de seno, haciendo posibles pasos a cero rápidos y minimizando los efectos del problema.
La soldadura MIG/MAG es un proceso de soldadura por arco bajo gas protector con electrodo consumible, el arco se produce mediante un electrodo formado por un hilo continuo y las piezas a unir, quedando este protegido de la atmosfera circundante por un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG).
La soldadura MIG/MAG es intrinsecamente mas productiva que la soldadura MMA donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido. El uso de hilos solidos e hilos tubulares han aumentado la eficiencia de este tipo de soldadura hasta el 80%-95%.
La soldadura MIG/MAG es un proceso versatil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones, este procedimiento es muy utilizado en espesores pequeños y medios en estructuras de acero y aleaciones de aluminio, especialmente donde se requiere una gran trabajo manual.
La introduccion de hilos tubulares esta entrando cada vez mas a la producción de estructuras pesadas donde se necesita de una gran resistencia de soldadura
Soldadura a gas
El proceso más común de soldadura a gas es la soldadura oxiacetilénica, también conocida como soldadura autógena o soldadura oxi-combustible. Es uno de los más viejos y más versátiles procesos de soldadura, pero en años recientes ha llegado a ser menos popular en aplicaciones industriales. Todavía es usada extensamente para soldar tuberías y tubos, como también para trabajo de reparación. El equipo es relativamente barato y simple, generalmente empleando la combustión del acetileno en oxígeno para producir una temperatura de la llama de soldadura de cerca de 3100 °C. Puesto que la llama es menos concentrada que un arco eléctrico, causa un enfriamiento más lento de la soldadura, que puede conducir a mayores tensiones residuales y distorsión de soldadura, aunque facilita la soldadura de aceros de alta aleación. Un proceso similar, generalmente llamado corte de oxicombustible, es usado para cortar los metales.Otros métodos de la soldadura a gas, tales como soldadura de acetileno y aire, soldadura de hidrógeno y oxígeno, y soldadura de gas a presión son muy similares, generalmente diferenciándose solamente en el tipo de gases usados. Una antorcha de agua a veces es usada para la soldadura de precisión de artículos como joyería. La soldadura a gas también es usada en la soldadura de plástico, aunque la sustancia calentada es el aire, y las temperaturas son mucho más bajas
Soldadura por resistencia
La soldadura por resistencia implica la generación de calor pasando corriente a través de la resistencia causada por el contacto entre dos o más superficies de metal. Se forman pequeños charcos de metal fundido en el área de soldadura a medida que la elevada corriente (1.000 a 100.000 A) pasa a través del metal. En general, los métodos de la soldadura por resistencia son eficientes y causan poca contaminación, pero sus aplicaciones son algo limitadas y el costo del equipo puede ser alto.
Como la soldadura de punto, la soldadura de costura confía en dos electrodos para aplicar la presión y la corriente para juntar hojas de metal. Sin embargo, en vez de electrodos de punto, los electrodos con forma de rueda, ruedan a lo largo y a menudo alimentan la pieza de trabajo, haciendo posible las soldaduras continuas largas. En el pasado, este proceso fue usado en la fabricación de latas de bebidas, pero ahora sus usos son más limitados. Otros métodos de soldadura por resistencia incluyen la soldadura de destello, la soldadura de proyección, y la soldadura de volcado. La soldadura por puntos es un popular método de soldadura por resistencia usado para juntar hojas de metal solapadas de hasta 3 mm de grueso. Dos electrodos son usados simultáneamente para sujetar las hojas de metal juntas y para pasar corriente a través de las hojas. Las ventajas del método incluyen el uso eficiente de la energía, limitada deformación de la pieza de trabajo, altas velocidades de producción, fácil automatización, y el no requerimiento de materiales de relleno. La fuerza de la soldadura es perceptiblemente más baja que con otros métodos de soldadura, haciendo el proceso solamente conveniente para ciertas aplicaciones. Es usada extensivamente en la industria de automóviles. Los coches ordinarios puede tener varios miles de puntos soldados hechos por robots industriales. Un proceso especializado, llamado soldadura de choque, puede ser usada para los puntos de soldadura del acero inoxidable.
Los principales tipos de soldadura por resistencia son los siguientes:
- Soldadura por puntos.
- Soldadura proyecciones o resaltos.
- Soldadura costura.
- Soldadura a tope.
- Soldadura por chispa
.- Soldadura de hilo aislado.
Soldadura por radiación
La soldadura por rayo láser (LBW, de laser-beam welding) es un proceso de soldadura por fusión que utiliza la energía aportada por un haz láser para fundir y recristalizar el material o los materiales a unir, obteniéndose la correspondiente unión entre los elementos involucrados. En la soldadura láser comúnmente no existe aportación de ningún material externo. La soldadura se realiza por el calentamiento de la zona a soldar, y la posterior aplicación de presión entre estos puntos. De normal la soldadura láser se efectúa bajo la acción de un gas protector, que suelen ser helio o argón.
Mediante espejos se focaliza toda la energía del láser en una zona muy reducida del material. Cuando se llega a la temperatura de fusión, se produce la ionización de la mezcla entre el material vaporizado y el gas protector (formación de plasma). La capacidad de absorción energética del plasma es mayor incluso que la del material fundido, por lo que prácticamente toda la energía del láser se transmite directamente y sin pérdidas al material a soldar.EDGAR QUIROZ
La elevada presión y elevada temperatura causadas por la absorción de energía del plasma, continúa mientras se produce el movimiento del cabezal arrastrando la "gota" de plasma rodeada con material fundido a lo largo de todo el cordón de soldadura.
Para controlar el espesor del cordón de soldadura, la anchura y la profundidad de la penetración se pueden utilizar otro tipo de espejos como son los espejos de doble foco.
De esta manera se consigue un cordón homogéneo y dirigido a una pequeña área de la pieza a soldar, con lo que se reduce el calor aplicado a la soldadura reduciendo así las posibilidades de alterar propiedades químicas o físicas de los materiales soldados.
Dependiendo de la aplicación de la soldadura, el láser de la misma puede ser amplificado en una mezcla de itrio, aluminio, granate y neodimio, si se requiere un láser de baja potencia, o el amplificado por gas como el dióxido de carbono, con potencias superiores a los 10 kilovatios y que por tanto son empleados en soldaduras convencionales y pueden llegar hasta los 100 kilovatios.
Los sistemas de varios kilovatios en continua se utilizan para secciones gruesas lo que hace que la soldadura pueda llegar a ser más profunda. Para evitar la formación de burbujas de oxígeno durante la fase liquida del material se utilizan algún tipo de gas inerte, como pueden ser el argón o el helio. De esta forma se produce un poco de porosidad, dejando escapar dichas burbujas.Sirve para soldar relaciones de ancho-profundidad de entre 4-10.
SOLDADURA QUÍMICA:
El proceso de soldadura química consiste en disolver los dos elementos que vamos a unir con un elemento para conseguir que al enfriarse se queden unidos
Aquí tenemos un vídeo con un ejemplo ya que la información acerca de esta soldadura no es muy abundante:
A continuación vamos a exponer 3 prácticas realizadas en el taller , todas ellas relacionadas entre si con la extracción de golpes o abollones en diferentes puntos de la carrocería de un vehículo.
En primer lugar , realizamos una práctica de extracción de golpes con ventosa. Este caso concreto y debido a lo ´simple` del proceso , sabemos que es un método solamente efectivo en caso de golpes o abollones leves.
El método consiste simplemente en pegar la ventosa en el golpe y tirando de ella con conocimiento ir sacando poco a poco el golpe tratando de dejar la carrocería igual que se encontraba antes del golpe.
Para llevar a cabo este proceso es importante que la ventosa sea buena , es decir , que se agarre bien a la superficie ya que si no es muy difícil trabajar. También es importante trabajar con cuidado y con paciencia ya que la ventosa no siempre agarra como queremos o la chapa no sale lo que a nosotros nos gustaría.
Como vemos en el vídeo también podemos usar ventosas con un martillo de inercia al extremo y que funcionen con una bomba de vacío para un mejor agarre. Si disponemos de este sistema el trabajo es mas sencillo.
El siguiente caso que vamos a repasar es el de la extracción de golpes mediante martillo y tas, ayudándonos con elementos como palancas y limas recoger o repasar.
Gracias a estos elementos podemos extraer golpes, por ejemplo en aletas , que la ventosa no nos extraía Para extraer un golpe con estos elementos se requiere de bastante paciencia y mucha mañana ya que hay que saber donde y como golpear y si queremos hacer un buen trabajo es un proceso que nos puede llevar bastante tiempo.
Comenzaremos utilizando el martillo y el tas , la manera de extraer los golpes con estas herramientas es colocar el tas por la parte de dentro del golpe e ir golpeando suavemente alrededor del mismo , con suavidad y en repetidas ocasiones para ir liberando la tensión que se crea alrededor del nervio del golpe.
Poco a poco iremos viendo como el golpe va saliendo , y gracias a los diferentes tipos de martillos y tases que tenemos podemos utilizar los mas apropiados en consecuencia con la forma que queremos darle a la chapa o la forma que posea zona en la que estemos trabajando.
En ocasiones , al igual que nos ocurrió a nosotros realizando esta práctica , no tenemos espacio suficiente por la parte interior de la aleta o la zona que estemos reparando para introducir la mano con el tas y poder empujar , en estos casos se utilizan las palancas que realizan la función del tas , aunque aveces si podemos hacer suficiente fuerza no necesitaremos golpear alrededor del punto en el que apoyemos el extremo de la palanca.
Cuando nos encontramos extrayendo el golpe con la ayuda del martillo y el tas , algunos de los golpes que damos provocan que la chapa se estire , especialmente si damos golpes pillando la chapa entre el tas y el martillo ( notamos que esto es así ya que el golpe suena mucho mas agudo que si no lo damos justo encima del tas). Si la chapa se nos estira, luego la parte en la que estamos trabajando no quedaría igual ya que digamos que ´la chapa no tiene hueco porque nos ocupa más que antes y no puede colocarse´.
Si esto nos ocurre , utilizaremos la lima de repasar o recoger que nos produce el efecto contrario , es decir , hace que la chapa se encoja y vuelva a su estado original mas o menos.
Por último y no por ello menos importante , nos encontramos ante el caso de que el golpe que tenemos que arreglar se encuentra en una zona sin acceso , es decir , no tiene acceso a la parte de atrás y portanto no podemos empujar de ninguna manera. Esto ocurre , por ejemplo , en los largueros del coche. En estos casos utilizamos la multifunción , una maquina que nos permite la extracción de golpes sin acceso.
Para utilizar esta maquina , en primer lugar tenemos que lijar la parte en la que vamos a trabajar ya que funciona con electricidad , por lo que necesitamos que un extremo que hace masa , contacte con la carrocería del vehículo y el otro extremo que será el que trabaje , también toque directamente sobre el metal y no sobre la pintura que actuaría como aislante.
Una vez lijada la pintura , amarramos la masa al chasis del coche ayudándonos de una mordaza y nos disponemos a trabajar.
El extremo que trabaja que esta compuesto por un martillo de inercia y una 'pistola' , lo acercamos hacia la zona a reparar , pegamos la punta de la estrella y apretamos el gatillo . En ese instante la corriente circula y hace una pequeña soldadura en ese punto que hemos tocado , lo que nos permite darle al martillo de inercia e ir extrallendo poco a poco el golpe.
Este trabajo siempre se realizara de la zona menos abollada a la mas profunda , y tendremos siempre la opción de regular la intensidad de la maquina si vemos que no se agarra lo suficiente.
En esta operación , una vez soldada la punta al larguero no debemos de dar mas de 2 golpes con el martillo de inercia ya que podríamos agujerear la chapa.
una vez hemos extraído el golpe tendremos que repasar los puntos de los que hemos tirado con otra punta que tiene esta maquina , de forma redondeada, que nos ayudará a alisar los surcos originados en el proceso de reparación.
Otro sistema que podemos utilizar es el de colocación de arandelas , las cuales dejaremos soldadas y mediante una barra que pase por ellas y una garra , ayudándonos también del martillo de inercia trataremos de sacar el golpe.
En conclusión , la extracción de golpes es un proceso bonito si se te da bien ya que el volver a conformar la chapa a su estado original o lo mas semejante posible es algo gratificante. requiere de una paciencia y dedicacion al igual que la mayoria de proceso de conformado de chapa , pero la recompensa de recuperar la forma original de la chapa , para mi personalmente merece la pena.